
Доброго времени суток , Вопрос Аргонщикам с опытом работы на трубопроводе , Подскажите пожалуйста , как правильно ложить корневой шов на трубе д 108 мм.
Изменено: Михаил Шилов - 28.03.2019 11:56:31
Если Вы не нашли нужного товара или информации, обращайтесь по номерам телефонов:
или закажите обратный звонок:
| Цены на сырье | ||
|---|---|---|
| Нефть | 10/06 | |
| Алюминий | 10/06 | |
| Никель | 10/06 | |
| Цены на драгметаллы | |||
|---|---|---|---|
| Золото | 10/06 | -3.09% | 9964.29 |
| Серебро | 10/06 | -9.54% | 154.81 |
| Платина | 10/06 | -7% | 4068.19 |
| Палладий | 10/06 | -9.45% | 2808.99 |
| Курсы России | Сегодня |
|---|---|
| USD | 71.7318 |
| EUR | 82.7785 |
 Распечатать
Распечатать |
28.03.2019 11:55:42
Доброго времени суток , Вопрос Аргонщикам с опытом работы на трубопроводе , Подскажите пожалуйста , как правильно ложить корневой шов на трубе д 108 мм.
Изменено: Михаил Шилов - 28.03.2019 11:56:31
|
|
|
|
|
28.03.2019 13:47:49
Михаил Шилов, Точите кромки приблизительно 30 градусов притупление от 0.5 до 1 мм, выставляете зазор 2-3 мм и провариваете. сначала корень потом облицовку.
|
|
|
|
|
|
|
|
|
|
29.03.2019 06:10:34
Михаил Шилов, можно конкретнее и что вы хотите узнать, какая сталь, толщина стенки, транспортируемый продукт, и др.
|
|
|
|
|
29.03.2019 09:17:20
Михаил Шилов, слушайте мальчики дела Мазая... Я таких ууууу сколько сварил. ( второй раз пишу. После смайлика всё исчезло)... Фаска 35- 37°. Притупление до 1 мм ( я 0 делаю. "В ножи ". Так надёжнее) Присадка 2.4 мм. Зазор 4 мм. Легко подавать. Легко контролировать. Ток 90+- А. Т° между проходами 200- 300°. Важное - заходи. Со шва потупее угол. На шов острый и пологий. Начало прямо в фольгу. Тогда обратный валик будет хорошо сплавлен. Количество проходов от толщины зависит. Обратный валик 0.5- 2 мм. Выпуклость ( по новому. По старому Усиление. 1-3 мм.
1) как подавать изнутри 2) присадка над кромками с потолка и по кромкам на вертикале. 3) заходы:  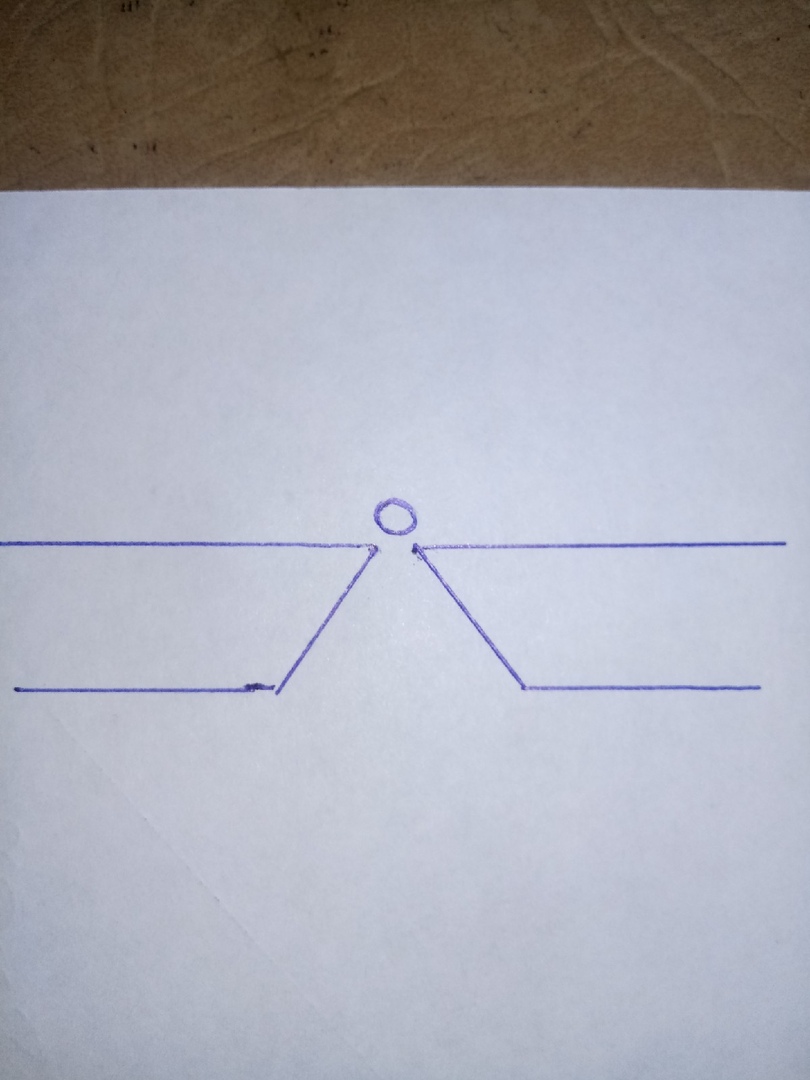 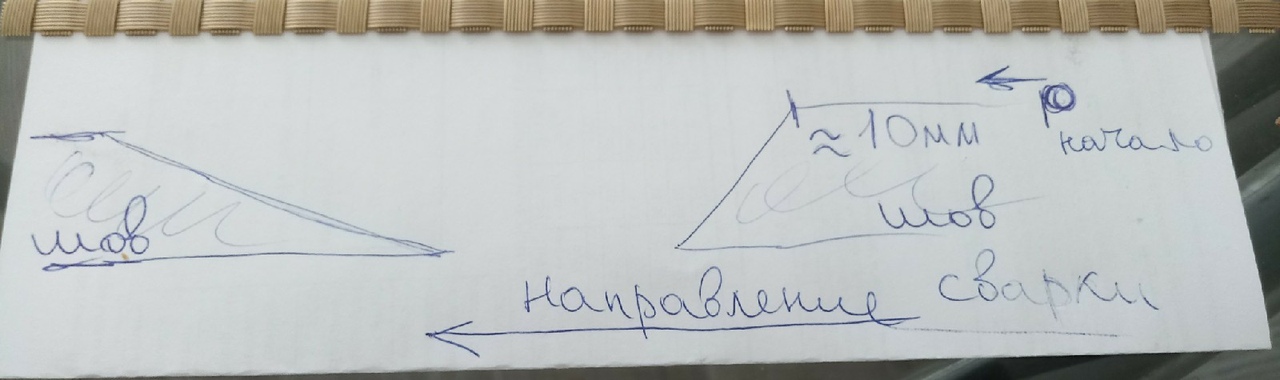
1) корень 2) облицовка:  
Изменено: Сергей Мазурик - 29.03.2019 10:47:45
|
|
|
|
|
|
|
|
|
|
30.03.2019 10:52:12
Павел Лютков, Это магистраль ,Не транспортируемый,Труба 108, стенка 6 Аргоном корень, рдс облицовка, у меня никак корень не выходит, там нужно внутренний валец, Какой лучще зазор оставлять на стыке? У меня То вольфрам залипнет, то пруток, заранее спасибо.
|
|
|
|
|
30.03.2019 10:57:02
Сергей Мазурик, огромное спасибо за такой развернутый ответ! Фото Ваших работ?
|
|
|
|
|
|
|
|
|
|
31.03.2019 11:13:30
Михаил Шилов,, да. Мои. Пробуй " от пальца" если катать не умеешь. Упирайся пальцем в трубу. Не держи на весу. Дугу близко к ванне не подноси. Подал присадку- ушёл на фаску. Горячий металл устремляется на тепло. Во время подачи присадки Т° ванны падает. Металл кристализуется. Образуется шов
|
|
|
|
|
31.03.2019 11:15:16
Михаил Шилов,мы такую полностью РАД сваривали. Милое дело. Быстрее чем с РДС выколупываться
|
|
|
|
|
|
|
|
|
|
03.04.2019 10:18:03
Таким способом у тебя стык будет меньше всего стягиваться и везде зазор будет одинаковый. |
|||
|
|
|
|
|
|
|
|
05.04.2019 15:27:35
Дмитрий Ермаченко, Так получается что вы таким образом варите без прихваток?
|
|
|
|
|
09.04.2019 11:06:52
С прихватками
|
|
|
|
|
|
|
|
|
|
09.04.2019 11:12:43
Дмитрий Ермаченко, меня просто озадачила фраза :
|
|||
|
|
|
09.04.2019 11:34:49
|
|||||
|
|
|
|
|
|
|
|
10.04.2019 08:36:20
Дмитрий Ермаченко, по возможности попробую ваш способ! Спасибо что поделились опытом!
|
||||
|
|
||||



