
 Распечатать
Распечатать- короткие швы, протяженностью 250-300 мм;
- швы средней длины, протяженность которых составляет 300-1000 мм;
- длинные швы, длина которых составляет 1000 мм и более.
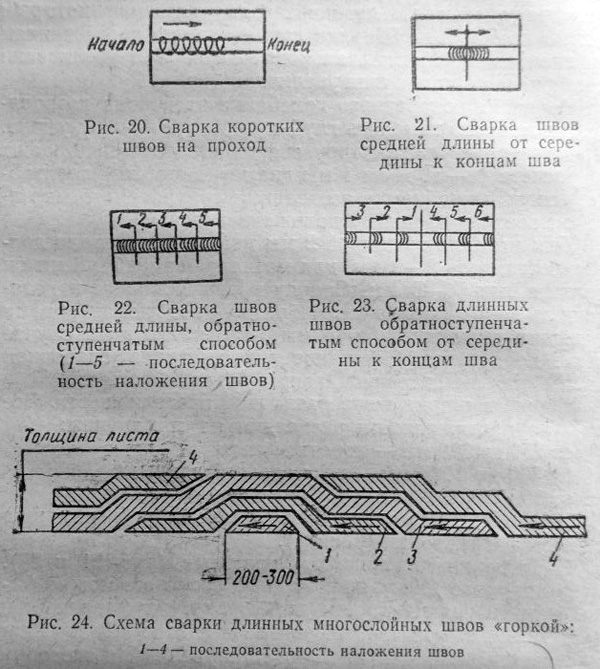
Все три категории имеют свои особенности, и поэтому свариваются по-своему. Так, например, короткие швы свариваются от начала к концу лишь в одном направлении. Средние швы сваривают несколькими участками. При этом длина участка выбирается такой, чтобы на нем можно было полностью выварить два, три, четыре электрода. Сварка участков начинается в центре шва и ведется от средины к ее концам. Или же это происходит обратноступенчатым способом, то есть от одного края к другому.
Длинные же швы очень широко применяются в таких отраслях, как резервуаростроение. То есть, на тех участках, где необходимо сварить трубы или цистерны большого диаметра, длины и так далее. Например, это также может быть сфера судостроения. В таких случаях, сварка проходит, как правило, вразбивку, при помощи обратноступенчатого способа.
Также, достаточно распространенной и характерной является сварка металлов большой толщины. Как правило, в этих случаях используются многослойные швы, которые рекомендуют сваривать, так называемым, методом «горка» или же каскадным методом. Во время сварки «горкой» наноситься первый слой шва на участке, длиной около 200-300 мм. После этого, рабочую поверхность очищают, удаляя окалины и шлак, после чего, приступают к нанесению второго слоя. Это делается таким образом, чтобы длина второго слоя была в два раза больше первого. В конце концов, отступив от конца второго слоя, также на 200-300 мм, наноситься третий сварочный шов. Таким образом, образуется сварочный шов, который располагается в обе стороны от центральной точки, при помощи коротких швов.
Каскадный же метод сварки используется при толщине сварных листов более 25 мм, и данный способ является разновидностью предыдущего метода. Если же вы имеете дело с листами, толщина которых превышает 60 мм, в таком случае целесообразнее пользоваться сварочными автоматами, которые будут сообщать электродной проволоке поперечные и возвратно-поступательные передвижения. Таким образом, сварка металла большой толщины является достаточно трудоемкой, при использовании любого возможного метода сварки.
Источник: vse-o-svarke.org
[~DETAIL_TEXT] =>
Сварочные швы разделяют по такой характеристике, как протяженность. В этом плане, все швы можно разделить на три отдельные группы. Таким образом, имеем:
- короткие швы, протяженностью 250-300 мм;
- швы средней длины, протяженность которых составляет 300-1000 мм;
- длинные швы, длина которых составляет 1000 мм и более.
Все три категории имеют свои особенности, и поэтому свариваются по-своему. Так, например, короткие швы свариваются от начала к концу лишь в одном направлении. Средние швы сваривают несколькими участками. При этом длина участка выбирается такой, чтобы на нем можно было полностью выварить два, три, четыре электрода. Сварка участков начинается в центре шва и ведется от средины к ее концам. Или же это происходит обратноступенчатым способом, то есть от одного края к другому.
Длинные же швы очень широко применяются в таких отраслях, как резервуаростроение. То есть, на тех участках, где необходимо сварить трубы или цистерны большого диаметра, длины и так далее. Например, это также может быть сфера судостроения. В таких случаях, сварка проходит, как правило, вразбивку, при помощи обратноступенчатого способа.
Также, достаточно распространенной и характерной является сварка металлов большой толщины. Как правило, в этих случаях используются многослойные швы, которые рекомендуют сваривать, так называемым, методом «горка» или же каскадным методом. Во время сварки «горкой» наноситься первый слой шва на участке, длиной около 200-300 мм. После этого, рабочую поверхность очищают, удаляя окалины и шлак, после чего, приступают к нанесению второго слоя. Это делается таким образом, чтобы длина второго слоя была в два раза больше первого. В конце концов, отступив от конца второго слоя, также на 200-300 мм, наноситься третий сварочный шов. Таким образом, образуется сварочный шов, который располагается в обе стороны от центральной точки, при помощи коротких швов.
Каскадный же метод сварки используется при толщине сварных листов более 25 мм, и данный способ является разновидностью предыдущего метода. Если же вы имеете дело с листами, толщина которых превышает 60 мм, в таком случае целесообразнее пользоваться сварочными автоматами, которые будут сообщать электродной проволоке поперечные и возвратно-поступательные передвижения. Таким образом, сварка металла большой толщины является достаточно трудоемкой, при использовании любого возможного метода сварки.
Источник: vse-o-svarke.org
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => Сварочные швы разделяют по такой характеристике, как протяженность. [~PREVIEW_TEXT] => Сварочные швы разделяют по такой характеристике, как протяженность. [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 02.10.2018 14:23:26 [~TIMESTAMP_X] => 02.10.2018 14:23:26 [ACTIVE_FROM] => 02.10.2018 [~ACTIVE_FROM] => 02.10.2018 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => /news/115/95154/ [~DETAIL_PAGE_URL] => /news/115/95154/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => sposoby_svarki_shvov_razlichnoy_protyazhennosti_i_bolshoy_tolshchiny [~CODE] => sposoby_svarki_shvov_razlichnoy_protyazhennosti_i_bolshoy_tolshchiny [EXTERNAL_ID] => 95154 [~EXTERNAL_ID] => 95154 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 02.10.2018 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Способы сварки швов различной протяженности и большой толщины [SECTION_META_KEYWORDS] => способы сварки швов различной протяженности и большой толщины [SECTION_META_DESCRIPTION] => Сварочные швы разделяют по такой характеристике, как протяженность. [SECTION_PAGE_TITLE] => Способы сварки швов различной протяженности и большой толщины [ELEMENT_META_TITLE] => Способы сварки швов различной протяженности и большой толщины [ELEMENT_META_KEYWORDS] => способы сварки швов различной протяженности и большой толщины [ELEMENT_META_DESCRIPTION] => Сварочные швы разделяют по такой характеристике, как протяженность. [ELEMENT_PAGE_TITLE] => Способы сварки швов различной протяженности и большой толщины [SECTION_PICTURE_FILE_ALT] => Способы сварки швов различной протяженности и большой толщины [SECTION_PICTURE_FILE_TITLE] => Способы сварки швов различной протяженности и большой толщины [SECTION_DETAIL_PICTURE_FILE_ALT] => Способы сварки швов различной протяженности и большой толщины [SECTION_DETAIL_PICTURE_FILE_TITLE] => Способы сварки швов различной протяженности и большой толщины [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Способы сварки швов различной протяженности и большой толщины [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Способы сварки швов различной протяженности и большой толщины [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Способы сварки швов различной протяженности и большой толщины [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Способы сварки швов различной протяженности и большой толщины ) [FIELDS] => Array ( [TAGS] => ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 1 [~ID] => 1 [TIMESTAMP_X] => 15.02.2016 17:09:48 [~TIMESTAMP_X] => 15.02.2016 17:09:48 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [LID] => s1 [~LID] => s1 [CODE] => news [~CODE] => news [NAME] => Пресс-центр [~NAME] => Пресс-центр [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 0 [~RSS_FILE_LIMIT] => 0 [RSS_FILE_DAYS] => 0 [~RSS_FILE_DAYS] => 0 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => clothes_news_s1 [~XML_ID] => clothes_news_s1 [TMP_ID] => 7892ec079502a4fafaa420df15fe1cad [~TMP_ID] => 7892ec079502a4fafaa420df15fe1cad [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Новости [~ELEMENTS_NAME] => Новости [ELEMENT_NAME] => Новость [~ELEMENT_NAME] => Новость [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [EXTERNAL_ID] => clothes_news_s1 [~EXTERNAL_ID] => clothes_news_s1 [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www.alfa-industry.ru [~SERVER_NAME] => www.alfa-industry.ru ) [SECTION] => Array ( [PATH] => Array ( [0] => Array ( [ID] => 115 [~ID] => 115 [TIMESTAMP_X] => 2015-11-25 18:37:33 [~TIMESTAMP_X] => 2015-11-25 18:37:33 [MODIFIED_BY] => 2 [~MODIFIED_BY] => 2 [DATE_CREATE] => 2015-09-29 20:10:16 [~DATE_CREATE] => 2015-09-29 20:10:16 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [NAME] => Технические статьи [~NAME] => Технические статьи [PICTURE] => [~PICTURE] => [LEFT_MARGIN] => 21 [~LEFT_MARGIN] => 21 [RIGHT_MARGIN] => 22 [~RIGHT_MARGIN] => 22 [DEPTH_LEVEL] => 1 [~DEPTH_LEVEL] => 1 [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] => [~CODE] => [XML_ID] => 115 [~XML_ID] => 115 [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [SECTION_PAGE_URL] => /news/115/ [~SECTION_PAGE_URL] => /news/115/ [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [EXTERNAL_ID] => 115 [~EXTERNAL_ID] => 115 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Технические статьи [SECTION_META_KEYWORDS] => технические статьи [SECTION_META_DESCRIPTION] => [SECTION_PAGE_TITLE] => Технические статьи [ELEMENT_META_TITLE] => Технические статьи [ELEMENT_META_KEYWORDS] => технические статьи [ELEMENT_META_DESCRIPTION] => [ELEMENT_PAGE_TITLE] => Технические статьи [SECTION_PICTURE_FILE_ALT] => Технические статьи [SECTION_PICTURE_FILE_TITLE] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи ) ) ) ) [SECTION_URL] => /news/115/ )
Сварочные швы разделяют по такой характеристике, как протяженность. В этом плане, все швы можно разделить на три отдельные группы. Таким образом, имеем:
- короткие швы, протяженностью 250-300 мм;
- швы средней длины, протяженность которых составляет 300-1000 мм;
- длинные швы, длина которых составляет 1000 мм и более.
Все три категории имеют свои особенности, и поэтому свариваются по-своему. Так, например, короткие швы свариваются от начала к концу лишь в одном направлении. Средние швы сваривают несколькими участками. При этом длина участка выбирается такой, чтобы на нем можно было полностью выварить два, три, четыре электрода. Сварка участков начинается в центре шва и ведется от средины к ее концам. Или же это происходит обратноступенчатым способом, то есть от одного края к другому.
Длинные же швы очень широко применяются в таких отраслях, как резервуаростроение. То есть, на тех участках, где необходимо сварить трубы или цистерны большого диаметра, длины и так далее. Например, это также может быть сфера судостроения. В таких случаях, сварка проходит, как правило, вразбивку, при помощи обратноступенчатого способа.
Также, достаточно распространенной и характерной является сварка металлов большой толщины. Как правило, в этих случаях используются многослойные швы, которые рекомендуют сваривать, так называемым, методом «горка» или же каскадным методом. Во время сварки «горкой» наноситься первый слой шва на участке, длиной около 200-300 мм. После этого, рабочую поверхность очищают, удаляя окалины и шлак, после чего, приступают к нанесению второго слоя. Это делается таким образом, чтобы длина второго слоя была в два раза больше первого. В конце концов, отступив от конца второго слоя, также на 200-300 мм, наноситься третий сварочный шов. Таким образом, образуется сварочный шов, который располагается в обе стороны от центральной точки, при помощи коротких швов.
Каскадный же метод сварки используется при толщине сварных листов более 25 мм, и данный способ является разновидностью предыдущего метода. Если же вы имеете дело с листами, толщина которых превышает 60 мм, в таком случае целесообразнее пользоваться сварочными автоматами, которые будут сообщать электродной проволоке поперечные и возвратно-поступательные передвижения. Таким образом, сварка металла большой толщины является достаточно трудоемкой, при использовании любого возможного метода сварки.
Источник: vse-o-svarke.org
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники