
 Распечатать
Распечатать- выполняется нарезка на отрезки необходимой длины (по длине саморезов);
- путем прессования изготавливается шляпка со шлицом.
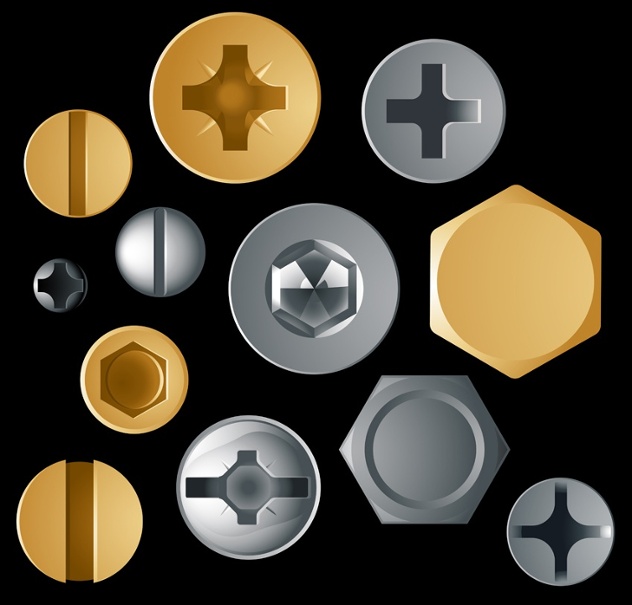
Шлиц на шляпках саморезов на холодновысадочных станках может печататься как под крестовые, так и под обычные отвертки.
Нарезание резьбы
После изготовления заготовки под саморезы проходят на заводах самый тщательный контроль качества. Специалисты выборочно замеряют длину крепежей и их диаметр. Также производится визуальный осмотр заготовок на предмет выявления на их поверхности механических повреждений. Некоторые партии болванок, таким образом, после прохождения холодновысадочного станка могут отбраковываться.
Прошедшие проверку качества заготовки далее подаются к резьбонарезному станку. С конвейерной линии болванки ссыпаются в специальный шнек, который, проворачивая сразу большое количество заготовок, выставляет их шляпкой вверх. В таком положении болванки в последующем подаются в специальное устройство по нарезке резьбы. В этом узле станка каждая заготовка протягивается движением прокатки между специальными плоскими плашками. В результате на ее ножке образуются резьба, а также саморежущее острие.
Как делают саморезы: закалка
После резьбонарезного станка крепежи на заводе приобретают уже знакомую всем форму. Пройдя плоские плашки, уже почти готовые саморезы ссыпаются в специальный бункер и транспортируются в термопечь. Предварительно такая продукция проходит на предприятии еще один контроль качества.
Обжиг в термопечах крепежей выполняется довольно-таки медленно. При этом производится термоорбработка обычно при температуре более 930 °С. После печи саморезы также по линии подаются в специальные емкости с охлаждающей жидкостью. Таким образом происходит закалка крепежей.

Окрашивание
После закалки саморезы подаются в специальное оборудование для нанесения защитного покрытия от коррозии. В зависимости от назначения крепежей (для дерева, металла и пр.), обрабатываться на этом этапе они могут путем:
- фосфатирования;
- оксидирования;
- гальванического цинкования белым или желтым цинком.
К примеру, саморезы, предназначенные для работы по металлу, обычно имеют желтый цвет.
Финальный этап
Описанная выше технология является ответом на вопрос о том, как делают саморезы по дереву, металлу, камню и пр. В любом случае после нанесения защитного покрытия готовые саморезы подаются на линию упаковки. Предварительно они проходят заключительную процедуру контроля качества. После такой проверки остаются только самые прочные, полностью соответствующие стандартам и нормативам крепежи.
На крупных предприятиях процесс упаковки обычно также является полностью автоматизированным. Специальное оборудование на таких заводах из картонных заготовок делает боксы-коробки, в каждый из которых насыпается по весу определенное количество саморезов. Далее заполненные крепежами боксы собираются в блоки по нескольку штук и подаются в цех отправки готовой продукции.

Автоматические линии
Итак, как делают саморезы, мы выяснили. В малых предприятиях для изготовления таких элементов используются обычно только холодновысадочные станки и резьбонарезные. Такие мастерские занимаются при этом в большинстве случаев производством самых простых саморезов по дереву. На крупных предприятиях для изготовления таких крепежей устанавливаются автоматизированные очень дорогие линии.
От одного вида оборудования к другому саморезы на таких заводах подаются по линиям конвейера. При этом между ярусами производственного цеха они могут транспортироваться в лифтах-бункерах.
Помимо холодновысадочных и резьбонарезных, элементами конструкции автоматических линий по производству саморезов в России могут быть:
- термопечи;
- емкости для закалки;
- линии окраски;
- упаковочное оборудование.
Что представляет собой холодновысадочный станок
Такое оборудование относится к группе станков:
- стационарных среднегабаритных;
- универсальных скоростных;
- автоматизированных двухударных;
- непрерывного действия.
Использоваться станки этой разновидности могут для производства не только собственно саморезов, но и практически любых других видов крепежей — болтов, шурупов и пр. В данном случае все зависит от настроек такого оборудования.

Монтируются холодновысадочные станки на основе жесткой сварной рамы. Подача проволоки к основному узлу в них производится из бухты храповым устройством пошагово. Длина заготовки в станках этого типа регулируется перестановкой упора. Высадочные удары в оборудовании выполняются пуансоном. Первый удар при этом загоняет стержень к упору, а второй — формирует головку.
Как делают саморезы на предприятиях, таким образом, понятно. Технология производства таких крепежей, в принципе, не слишком сложна. При этом сами холодновысадочные станки изготавливают заготовки очень быстро. В зависимости от показателей производительности и мощности, один такой агрегат за минуту может производить до 100-300 саморезов.
Резьбонакатной станок для производства саморезов
В таком оборудовании болванки подаются между плашками поштучно. При этом, как уже упоминалось, они строго ориентированы по отношению к таким рабочим элементам. Плоские плашки в станке перемещаются навстречу параллельно друг другу и перпендикулярно оси самореза. Изготавливаются такие рабочие элементы станков по необходимым параметрам резьбы. При этом за основу отечественные производители саморезов берут метрические размеры, зарубежные — дюймовые.
Источник: fb.ru
[~DETAIL_TEXT] =>

В строительстве нет незначительных деталей. Любые элементы, используемые при возведении зданий и сооружений, должны иметь хорошее качество и отличаться долгим сроком службы. Касается это в том числе и разного рода крепежей, включая, конечно же, и самую популярную ныне их разновидность — саморезы. Как делают такой строительный расходный материал — об этом и поговорим далее в статье.
Из чего изготавливаются
Саморезы в строительстве используются при сборке каркасов стен домов, стропильных систем, набивки пола и потолка, обшивке ограждающих конструкций. То есть нагрузка на такие крепежи в процессе эксплуатации дома приходится значительная. Поэтому материал для производства таких элементов должен использоваться очень прочный и к тому же достаточно пластичный.
На современных предприятиях саморезы изготавливаются, конечно же, из стали. При этом на производство таких элементов идет обычно химико-термически обработанный материал этого типа СТ 10 КП или СТ 08 КП. Такая сталь имеет достаточно высокие показатели поверхностной твердости и пластичности. Единственным ее недостатком является повышенная склонность к старению.
Из стали СТ 10 КП или СТ 08 КП предварительно изготавливают проволоку, диаметр которой соответствует диаметру ножки будущих саморезов. Далее такой материал наматывают в бухты и пересылают на заводы, специализирующиеся на изготовлении строительных крепежей.
Первый этап — изготовление заготовок
Итак, как делают саморезы на заводах? На предприятиях, занимающихся производством таких расходных материалов, стальная проволока подается к специальным холодновысадочным станкам. На таком оборудовании она предварительно распрямляется. Затем уже непосредственно на станке производится изготовление из проволоки заготовок для саморезов. То есть:
- выполняется нарезка на отрезки необходимой длины (по длине саморезов);
- путем прессования изготавливается шляпка со шлицом.
Шлиц на шляпках саморезов на холодновысадочных станках может печататься как под крестовые, так и под обычные отвертки.
Нарезание резьбы
После изготовления заготовки под саморезы проходят на заводах самый тщательный контроль качества. Специалисты выборочно замеряют длину крепежей и их диаметр. Также производится визуальный осмотр заготовок на предмет выявления на их поверхности механических повреждений. Некоторые партии болванок, таким образом, после прохождения холодновысадочного станка могут отбраковываться.
Прошедшие проверку качества заготовки далее подаются к резьбонарезному станку. С конвейерной линии болванки ссыпаются в специальный шнек, который, проворачивая сразу большое количество заготовок, выставляет их шляпкой вверх. В таком положении болванки в последующем подаются в специальное устройство по нарезке резьбы. В этом узле станка каждая заготовка протягивается движением прокатки между специальными плоскими плашками. В результате на ее ножке образуются резьба, а также саморежущее острие.
Как делают саморезы: закалка
После резьбонарезного станка крепежи на заводе приобретают уже знакомую всем форму. Пройдя плоские плашки, уже почти готовые саморезы ссыпаются в специальный бункер и транспортируются в термопечь. Предварительно такая продукция проходит на предприятии еще один контроль качества.
Обжиг в термопечах крепежей выполняется довольно-таки медленно. При этом производится термоорбработка обычно при температуре более 930 °С. После печи саморезы также по линии подаются в специальные емкости с охлаждающей жидкостью. Таким образом происходит закалка крепежей.
Окрашивание
После закалки саморезы подаются в специальное оборудование для нанесения защитного покрытия от коррозии. В зависимости от назначения крепежей (для дерева, металла и пр.), обрабатываться на этом этапе они могут путем:
- фосфатирования;
- оксидирования;
- гальванического цинкования белым или желтым цинком.
К примеру, саморезы, предназначенные для работы по металлу, обычно имеют желтый цвет.
Финальный этап
Описанная выше технология является ответом на вопрос о том, как делают саморезы по дереву, металлу, камню и пр. В любом случае после нанесения защитного покрытия готовые саморезы подаются на линию упаковки. Предварительно они проходят заключительную процедуру контроля качества. После такой проверки остаются только самые прочные, полностью соответствующие стандартам и нормативам крепежи.
На крупных предприятиях процесс упаковки обычно также является полностью автоматизированным. Специальное оборудование на таких заводах из картонных заготовок делает боксы-коробки, в каждый из которых насыпается по весу определенное количество саморезов. Далее заполненные крепежами боксы собираются в блоки по нескольку штук и подаются в цех отправки готовой продукции.
Автоматические линии
Итак, как делают саморезы, мы выяснили. В малых предприятиях для изготовления таких элементов используются обычно только холодновысадочные станки и резьбонарезные. Такие мастерские занимаются при этом в большинстве случаев производством самых простых саморезов по дереву. На крупных предприятиях для изготовления таких крепежей устанавливаются автоматизированные очень дорогие линии.
От одного вида оборудования к другому саморезы на таких заводах подаются по линиям конвейера. При этом между ярусами производственного цеха они могут транспортироваться в лифтах-бункерах.
Помимо холодновысадочных и резьбонарезных, элементами конструкции автоматических линий по производству саморезов в России могут быть:
- термопечи;
- емкости для закалки;
- линии окраски;
- упаковочное оборудование.
Что представляет собой холодновысадочный станок
Такое оборудование относится к группе станков:
- стационарных среднегабаритных;
- универсальных скоростных;
- автоматизированных двухударных;
- непрерывного действия.
Использоваться станки этой разновидности могут для производства не только собственно саморезов, но и практически любых других видов крепежей — болтов, шурупов и пр. В данном случае все зависит от настроек такого оборудования.
Монтируются холодновысадочные станки на основе жесткой сварной рамы. Подача проволоки к основному узлу в них производится из бухты храповым устройством пошагово. Длина заготовки в станках этого типа регулируется перестановкой упора. Высадочные удары в оборудовании выполняются пуансоном. Первый удар при этом загоняет стержень к упору, а второй — формирует головку.
Как делают саморезы на предприятиях, таким образом, понятно. Технология производства таких крепежей, в принципе, не слишком сложна. При этом сами холодновысадочные станки изготавливают заготовки очень быстро. В зависимости от показателей производительности и мощности, один такой агрегат за минуту может производить до 100-300 саморезов.
Резьбонакатной станок для производства саморезов
В таком оборудовании болванки подаются между плашками поштучно. При этом, как уже упоминалось, они строго ориентированы по отношению к таким рабочим элементам. Плоские плашки в станке перемещаются навстречу параллельно друг другу и перпендикулярно оси самореза. Изготавливаются такие рабочие элементы станков по необходимым параметрам резьбы. При этом за основу отечественные производители саморезов берут метрические размеры, зарубежные — дюймовые.
Источник: fb.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => В строительстве нет незначительных деталей. Любые элементы, используемые при возведении зданий и сооружений, должны иметь хорошее качество и отличаться долгим сроком службы. [~PREVIEW_TEXT] => В строительстве нет незначительных деталей. Любые элементы, используемые при возведении зданий и сооружений, должны иметь хорошее качество и отличаться долгим сроком службы. [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 15.02.2019 15:23:23 [~TIMESTAMP_X] => 15.02.2019 15:23:23 [ACTIVE_FROM] => 15.02.2019 [~ACTIVE_FROM] => 15.02.2019 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => /news/115/99176/ [~DETAIL_PAGE_URL] => /news/115/99176/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => kak_delayut_samorezy_na_zavode_tekhnologii_i_oborudovanie_stanok_dlya_proizvodstva_samorezov [~CODE] => kak_delayut_samorezy_na_zavode_tekhnologii_i_oborudovanie_stanok_dlya_proizvodstva_samorezov [EXTERNAL_ID] => 99176 [~EXTERNAL_ID] => 99176 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 15.02.2019 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов [SECTION_META_KEYWORDS] => как делают саморезы на заводе: технологии и оборудование. станок для производства саморезов [SECTION_META_DESCRIPTION] => В строительстве нет незначительных деталей. Любые элементы, используемые при возведении зданий и сооружений, должны иметь хорошее качество и отличаться долгим сроком службы. [SECTION_PAGE_TITLE] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов [ELEMENT_META_TITLE] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов [ELEMENT_META_KEYWORDS] => как делают саморезы на заводе: технологии и оборудование. станок для производства саморезов [ELEMENT_META_DESCRIPTION] => В строительстве нет незначительных деталей. Любые элементы, используемые при возведении зданий и сооружений, должны иметь хорошее качество и отличаться долгим сроком службы. [ELEMENT_PAGE_TITLE] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов [SECTION_PICTURE_FILE_ALT] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов [SECTION_PICTURE_FILE_TITLE] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов [SECTION_DETAIL_PICTURE_FILE_ALT] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов [SECTION_DETAIL_PICTURE_FILE_TITLE] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов ) [FIELDS] => Array ( [TAGS] => ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 1 [~ID] => 1 [TIMESTAMP_X] => 15.02.2016 17:09:48 [~TIMESTAMP_X] => 15.02.2016 17:09:48 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [LID] => s1 [~LID] => s1 [CODE] => news [~CODE] => news [NAME] => Пресс-центр [~NAME] => Пресс-центр [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 0 [~RSS_FILE_LIMIT] => 0 [RSS_FILE_DAYS] => 0 [~RSS_FILE_DAYS] => 0 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => clothes_news_s1 [~XML_ID] => clothes_news_s1 [TMP_ID] => 7892ec079502a4fafaa420df15fe1cad [~TMP_ID] => 7892ec079502a4fafaa420df15fe1cad [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Новости [~ELEMENTS_NAME] => Новости [ELEMENT_NAME] => Новость [~ELEMENT_NAME] => Новость [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [EXTERNAL_ID] => clothes_news_s1 [~EXTERNAL_ID] => clothes_news_s1 [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www.alfa-industry.ru [~SERVER_NAME] => www.alfa-industry.ru ) [SECTION] => Array ( [PATH] => Array ( [0] => Array ( [ID] => 115 [~ID] => 115 [TIMESTAMP_X] => 2015-11-25 18:37:33 [~TIMESTAMP_X] => 2015-11-25 18:37:33 [MODIFIED_BY] => 2 [~MODIFIED_BY] => 2 [DATE_CREATE] => 2015-09-29 20:10:16 [~DATE_CREATE] => 2015-09-29 20:10:16 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [NAME] => Технические статьи [~NAME] => Технические статьи [PICTURE] => [~PICTURE] => [LEFT_MARGIN] => 21 [~LEFT_MARGIN] => 21 [RIGHT_MARGIN] => 22 [~RIGHT_MARGIN] => 22 [DEPTH_LEVEL] => 1 [~DEPTH_LEVEL] => 1 [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] => [~CODE] => [XML_ID] => 115 [~XML_ID] => 115 [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [SECTION_PAGE_URL] => /news/115/ [~SECTION_PAGE_URL] => /news/115/ [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [EXTERNAL_ID] => 115 [~EXTERNAL_ID] => 115 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Технические статьи [SECTION_META_KEYWORDS] => технические статьи [SECTION_META_DESCRIPTION] => [SECTION_PAGE_TITLE] => Технические статьи [ELEMENT_META_TITLE] => Технические статьи [ELEMENT_META_KEYWORDS] => технические статьи [ELEMENT_META_DESCRIPTION] => [ELEMENT_PAGE_TITLE] => Технические статьи [SECTION_PICTURE_FILE_ALT] => Технические статьи [SECTION_PICTURE_FILE_TITLE] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи ) ) ) ) [SECTION_URL] => /news/115/ )
В строительстве нет незначительных деталей. Любые элементы, используемые при возведении зданий и сооружений, должны иметь хорошее качество и отличаться долгим сроком службы. Касается это в том числе и разного рода крепежей, включая, конечно же, и самую популярную ныне их разновидность — саморезы. Как делают такой строительный расходный материал — об этом и поговорим далее в статье.
Из чего изготавливаются
Саморезы в строительстве используются при сборке каркасов стен домов, стропильных систем, набивки пола и потолка, обшивке ограждающих конструкций. То есть нагрузка на такие крепежи в процессе эксплуатации дома приходится значительная. Поэтому материал для производства таких элементов должен использоваться очень прочный и к тому же достаточно пластичный.
На современных предприятиях саморезы изготавливаются, конечно же, из стали. При этом на производство таких элементов идет обычно химико-термически обработанный материал этого типа СТ 10 КП или СТ 08 КП. Такая сталь имеет достаточно высокие показатели поверхностной твердости и пластичности. Единственным ее недостатком является повышенная склонность к старению.
Из стали СТ 10 КП или СТ 08 КП предварительно изготавливают проволоку, диаметр которой соответствует диаметру ножки будущих саморезов. Далее такой материал наматывают в бухты и пересылают на заводы, специализирующиеся на изготовлении строительных крепежей.
Первый этап — изготовление заготовок
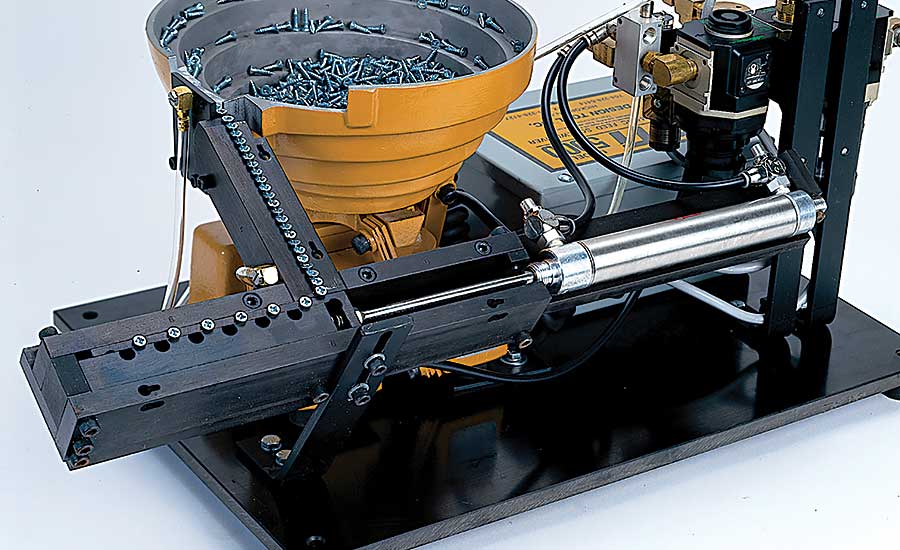
Итак, как делают саморезы на заводах? На предприятиях, занимающихся производством таких расходных материалов, стальная проволока подается к специальным холодновысадочным станкам. На таком оборудовании она предварительно распрямляется. Затем уже непосредственно на станке производится изготовление из проволоки заготовок для саморезов. То есть:
- выполняется нарезка на отрезки необходимой длины (по длине саморезов);
- путем прессования изготавливается шляпка со шлицом.
Шлиц на шляпках саморезов на холодновысадочных станках может печататься как под крестовые, так и под обычные отвертки.
Нарезание резьбы
После изготовления заготовки под саморезы проходят на заводах самый тщательный контроль качества. Специалисты выборочно замеряют длину крепежей и их диаметр. Также производится визуальный осмотр заготовок на предмет выявления на их поверхности механических повреждений. Некоторые партии болванок, таким образом, после прохождения холодновысадочного станка могут отбраковываться.
Прошедшие проверку качества заготовки далее подаются к резьбонарезному станку. С конвейерной линии болванки ссыпаются в специальный шнек, который, проворачивая сразу большое количество заготовок, выставляет их шляпкой вверх. В таком положении болванки в последующем подаются в специальное устройство по нарезке резьбы. В этом узле станка каждая заготовка протягивается движением прокатки между специальными плоскими плашками. В результате на ее ножке образуются резьба, а также саморежущее острие.
Как делают саморезы: закалка
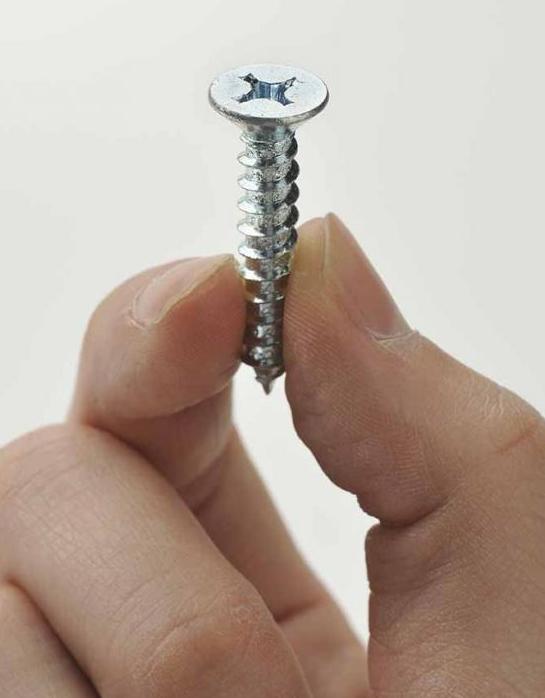
После резьбонарезного станка крепежи на заводе приобретают уже знакомую всем форму. Пройдя плоские плашки, уже почти готовые саморезы ссыпаются в специальный бункер и транспортируются в термопечь. Предварительно такая продукция проходит на предприятии еще один контроль качества.
Обжиг в термопечах крепежей выполняется довольно-таки медленно. При этом производится термоорбработка обычно при температуре более 930 °С. После печи саморезы также по линии подаются в специальные емкости с охлаждающей жидкостью. Таким образом происходит закалка крепежей.
Окрашивание
После закалки саморезы подаются в специальное оборудование для нанесения защитного покрытия от коррозии. В зависимости от назначения крепежей (для дерева, металла и пр.), обрабатываться на этом этапе они могут путем:
- фосфатирования;
- оксидирования;
- гальванического цинкования белым или желтым цинком.
К примеру, саморезы, предназначенные для работы по металлу, обычно имеют желтый цвет.
Финальный этап
Описанная выше технология является ответом на вопрос о том, как делают саморезы по дереву, металлу, камню и пр. В любом случае после нанесения защитного покрытия готовые саморезы подаются на линию упаковки. Предварительно они проходят заключительную процедуру контроля качества. После такой проверки остаются только самые прочные, полностью соответствующие стандартам и нормативам крепежи.
На крупных предприятиях процесс упаковки обычно также является полностью автоматизированным. Специальное оборудование на таких заводах из картонных заготовок делает боксы-коробки, в каждый из которых насыпается по весу определенное количество саморезов. Далее заполненные крепежами боксы собираются в блоки по нескольку штук и подаются в цех отправки готовой продукции.
Автоматические линии
Итак, как делают саморезы, мы выяснили. В малых предприятиях для изготовления таких элементов используются обычно только холодновысадочные станки и резьбонарезные. Такие мастерские занимаются при этом в большинстве случаев производством самых простых саморезов по дереву. На крупных предприятиях для изготовления таких крепежей устанавливаются автоматизированные очень дорогие линии.
От одного вида оборудования к другому саморезы на таких заводах подаются по линиям конвейера. При этом между ярусами производственного цеха они могут транспортироваться в лифтах-бункерах.
Помимо холодновысадочных и резьбонарезных, элементами конструкции автоматических линий по производству саморезов в России могут быть:
- термопечи;
- емкости для закалки;
- линии окраски;
- упаковочное оборудование.
Что представляет собой холодновысадочный станок
Такое оборудование относится к группе станков:
- стационарных среднегабаритных;
- универсальных скоростных;
- автоматизированных двухударных;
- непрерывного действия.
Использоваться станки этой разновидности могут для производства не только собственно саморезов, но и практически любых других видов крепежей — болтов, шурупов и пр. В данном случае все зависит от настроек такого оборудования.
Монтируются холодновысадочные станки на основе жесткой сварной рамы. Подача проволоки к основному узлу в них производится из бухты храповым устройством пошагово. Длина заготовки в станках этого типа регулируется перестановкой упора. Высадочные удары в оборудовании выполняются пуансоном. Первый удар при этом загоняет стержень к упору, а второй — формирует головку.
Как делают саморезы на предприятиях, таким образом, понятно. Технология производства таких крепежей, в принципе, не слишком сложна. При этом сами холодновысадочные станки изготавливают заготовки очень быстро. В зависимости от показателей производительности и мощности, один такой агрегат за минуту может производить до 100-300 саморезов.
Резьбонакатной станок для производства саморезов
В таком оборудовании болванки подаются между плашками поштучно. При этом, как уже упоминалось, они строго ориентированы по отношению к таким рабочим элементам. Плоские плашки в станке перемещаются навстречу параллельно друг другу и перпендикулярно оси самореза. Изготавливаются такие рабочие элементы станков по необходимым параметрам резьбы. При этом за основу отечественные производители саморезов берут метрические размеры, зарубежные — дюймовые.
Источник: fb.ru
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники