Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 105730
[~ID] => 105730
[NAME] => Термообработка стали. Виды термической обработки металлов
[~NAME] => Термообработка стали. Виды термической обработки металлов
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>

Термообработка стали (ТО) является очень важной заключительной операцией при изготовлении деталей и инструментов. Она наделяет их нужными механическими свойствами и обеспечивает нормальную работу.
История
Мастера еще задолго до нашего времени применяли самые разнообразные методы закаливания: погружали нагретую металлическую полоску в вино, масло, в простую или подсоленную воду. Упоминается и такой способ: кузнец нагревал булатный кинжал, а потом садился на коня и быстро мчался, охлаждая изделие в воздухе. В первой половине XIX в. виды термической обработки были несовершенными: твердый и хрупкий чугун клали в сосуд со льдом, пересыпали его слоями сахара. После этого нагревали емкость в течение 20 часов, и чугун превращался в мягкое и ковкое железо. Старые методы дополняются новыми, усовершенствованными на основе научных исследований термической обработки. Например, бельгийские специалисты разработали технологию закалки заготовок инструментов в вакууме.
Определение
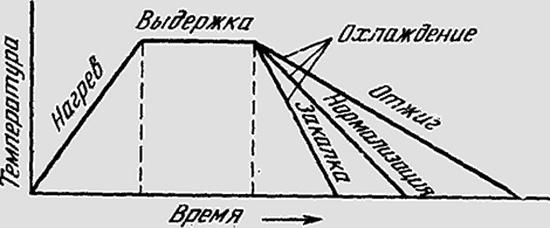
Термическая обработка металлов – совокупность строго последовательных операций нагрева, выдержки и последующего охлаждения заготовок или готовых изделий по определенным режимам для изменения их структуры и предоставления им необходимых механических, физических, химических и прочих свойств. Основой термообработки являются превращения во внутренней структуре материалов при нагреве и последующем охлаждении.
Виды термической обработки
Определяющими факторами, которые влияют на результаты ТО, являются скорость и температура нагрева, равно как время выдержки в нагретом состоянии и скорость охлаждения. В зависимости от температурных показателей и скорости охлаждения изделий различают следующие этапы термообработки: отжиг; дальнейшая нормализация; закалка и отпуск стали.
Отжиг
Для снижения жесткости и повышения вязкости стали, достижения химической и структурной однородности, снятия внутренних напряжений собственно и проводят отжиг. Процесс состоит из нагрева стальных изделий выше критических точек (за исключением рекристализационного отжига) и соответственно выдержки при температуре нагрева с последующим медленным (преимущественно вместе с печью) охлаждением. В зависимости от назначения, различают следующие режимы термообработки стали: диффузный отжиг; полный и неполный; изотермический; на зернистый перлит; рекристализационный.
Диффузный отжиг
Также его называют гомогенизацией. Применяют для больших стальных отливок с целью уменьшения химической неоднородности (ликвации). На первом этапе нагревают обрабатываемый материал до температур 1050-1150°С. После нагрева выдерживают около 10-15 ч и в последующем медленно охлаждают. Характеристики сталей при этом улучшаются.
Полный отжиг
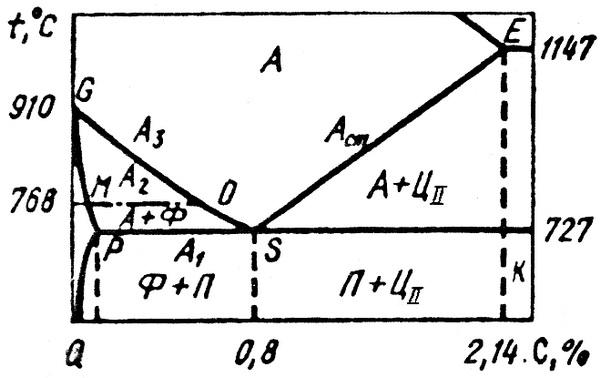
Технологию применяют для образования мелкозернистой структуры стальных изделий, изготовленных горячей штамповкой, ковкой, литьем. Стали после процедуры полного отжига становятся пластичными, мягкими, без внутренних напряжений. Внутренняя (кристаллическая) структура становится однородной, мелкозернистой, состоит из феррита и перлита. Полным отжигом сталь подготавливают к обработке резанием и к последующему закаливанию. Так обрабатывают преимущественно доэвтектоидные стали. Термообработка стали проводится по следующему техпроцессу: изделия (заготовки) нагревают до температур, превышающих на 30-50°С так называемую критическую верхнюю точку (в материаловедении обозначаемую как Ac3), затем медленно охлаждают. Охлаждение до температуры 500-550°С происходит со следующей скоростью: для углеродистых сталей - 150-200°С в час; для легированных – 50-75°С в час.
Неполный отжиг
Эта технология термообработки стали применяется для доэвтектоидных и заэвтектоидных металлов с целью снижения жесткости, снятия внутренних напряжений и получения однородной структуры. Процедуре подвергают поковки и штамповки, обработанные при температурах, не вызывающих значительного роста зерен. Техпроцесс: сталь нагревают при температуре выше нижней критической точки (на графиках обозначается как Ac1) в температурном интервале 740-750°С, выдерживают определенное время при этой температуре, в дальнейшем медленно ее охлаждают.

Изотермический отжиг
Применяют для изделий из легированных сталей при нагреве их на 20-30°С выше Ac3, выдержки и быстрого охлаждения до температуры 630-700°С. Заготовки (изделия) выдерживаются до распада аустенита, затем охлаждаются при плюсовой температуре. После изотермического отжига стали имеют схожие свойства с металлами, подвергнутыми полному отжигу. Термическая обработка металлов по данному техпроцессу имеет важное преимущество – сокращение времени обработки.
Отжиг на зернистый перлит
Широко применяется перед механической обработкой инструментальных эвтектоидных и заэвтектоидных легированных и углеродистых сталей. Материал нагревают на 25-30°С выше КТ и выдерживают заданное время. До температуры 600°С заготовки охлаждают очень медленно (30°С в час) вместе с печью, а после охлаждают естественным образом. В результате карбиды приобретают зернистую (закругленную) форму, а твердость снижается, что благоприятствует процессу резания металла.
Рекристализационный отжиг
Второе название – низкий отжиг. Процесс способствует снятию внутренних напряжений и наклепов в изделиях, изготовленных методом холодной прокатки, холодной штамповки, волочения и калибровки (листов, прутков, трубок, проволоки). При этом материал нагревают до температур рекристаллизации на 50-100°С ниже точки Ac1 (630-680°С), выдерживают, затем охлаждают естественным путем (на воздухе). После рекристализационного отжига формируется однородная структура с небольшой твердостью.

Нормализация
Техпроцесс подразумевает нагрев металлов выше значений Ac3 на 30-50°С, выдерживание в температурном коридоре и последующее охлаждение на воздухе. Термообработка стали методом нормализации идеальна для формирования мелкозернистой структуры, повышения прочности и вязкости, а также для уменьшения жесткости перед резанием и выравнивания структуры перед последующей термообработкой. Структура нормализованной стали становится ферритно-перлитной (низкоуглеродистые стали) и сорбитоподобной при наличии структурно-свободного феррита (среднеуглеродистые и низколегированные стали). Твердость перлита зависит от того, имеет ли он тонкое или грубое строение. При нормализации, когда охлаждение происходит быстрее, перлит имеет более тонкое строение, чем при отжиге, и высшую твердость. Поэтому нормализованная сталь тверже, чем отожженная (150-300 НВ). Нормализация горячекатаных сталей в противовес отжигу повышает сопротивление изделий хрупкому разрушению и обеспечивает высокую производительность при обработке резанием.

Отпуск стали
Применяют, чтобы сгладить внутренние напряжения кристаллической решетки и уменьшить жесткость металлов, а также для повышения ударной вязкости закаленных изделий. Выделяют: высокий; средний; низкий отпуск. Высокий отпуск осуществляют при температуре 500-650°С с плавным охлаждением. При этом сталь приобретает структуру сорбита, что обеспечивает устранение внутренних напряжений. Этому типу отпуска подвергаются конструкционные, углеродистые и легированные стали, из которых изготавливают валы, шестерни и другие. Характеристики сталей имеют большую прочность, пластичность и вязкость при их достаточной твердости. Средний отпуск проводят при температуре 350-450°С, определенное время выдерживают и охлаждают. При таком отпуске мартенсит превращается в троостит, твердость стали уменьшается примерно до 400 НВ, а вязкость значительно повышается. Применяют (после закалки) отпуск для обработки пружин, рессор, штампов и других изделий, работающих при умеренных ударных нагрузках. Низкий отпуск осуществляют в интервале температур 150-250°С, выдерживают и охлаждают. При этом образуется структура отпущенного мартенсита. Поэтому внутренние напряжения в изделии уменьшаются, несколько повышается вязкость, и исчезает калильная хрупкость, а твердость практически не меняется. Применяют для режущих, а также измерительных инструментов, которые должны быть твердыми и не хрупкими, иметь высокую износостойкость, в том числе для цементируемых изделий.
Вывод
Термообработка стали – неотъемлемый этап производства большинства металлических изделий. Благодаря широкому спектру техпроцессов, можно получать материалы с требуемыми характеристиками.
Источник:
syl.ru
[~DETAIL_TEXT] =>
Термообработка стали (ТО) является очень важной заключительной операцией при изготовлении деталей и инструментов. Она наделяет их нужными механическими свойствами и обеспечивает нормальную работу.
История
Мастера еще задолго до нашего времени применяли самые разнообразные методы закаливания: погружали нагретую металлическую полоску в вино, масло, в простую или подсоленную воду. Упоминается и такой способ: кузнец нагревал булатный кинжал, а потом садился на коня и быстро мчался, охлаждая изделие в воздухе. В первой половине XIX в. виды термической обработки были несовершенными: твердый и хрупкий чугун клали в сосуд со льдом, пересыпали его слоями сахара. После этого нагревали емкость в течение 20 часов, и чугун превращался в мягкое и ковкое железо. Старые методы дополняются новыми, усовершенствованными на основе научных исследований термической обработки. Например, бельгийские специалисты разработали технологию закалки заготовок инструментов в вакууме.
Определение
Термическая обработка металлов – совокупность строго последовательных операций нагрева, выдержки и последующего охлаждения заготовок или готовых изделий по определенным режимам для изменения их структуры и предоставления им необходимых механических, физических, химических и прочих свойств. Основой термообработки являются превращения во внутренней структуре материалов при нагреве и последующем охлаждении.
Виды термической обработки
Определяющими факторами, которые влияют на результаты ТО, являются скорость и температура нагрева, равно как время выдержки в нагретом состоянии и скорость охлаждения. В зависимости от температурных показателей и скорости охлаждения изделий различают следующие этапы термообработки: отжиг; дальнейшая нормализация; закалка и отпуск стали.
Отжиг
Для снижения жесткости и повышения вязкости стали, достижения химической и структурной однородности, снятия внутренних напряжений собственно и проводят отжиг. Процесс состоит из нагрева стальных изделий выше критических точек (за исключением рекристализационного отжига) и соответственно выдержки при температуре нагрева с последующим медленным (преимущественно вместе с печью) охлаждением. В зависимости от назначения, различают следующие режимы термообработки стали: диффузный отжиг; полный и неполный; изотермический; на зернистый перлит; рекристализационный.
Диффузный отжиг
Также его называют гомогенизацией. Применяют для больших стальных отливок с целью уменьшения химической неоднородности (ликвации). На первом этапе нагревают обрабатываемый материал до температур 1050-1150°С. После нагрева выдерживают около 10-15 ч и в последующем медленно охлаждают. Характеристики сталей при этом улучшаются.
Полный отжиг
Технологию применяют для образования мелкозернистой структуры стальных изделий, изготовленных горячей штамповкой, ковкой, литьем. Стали после процедуры полного отжига становятся пластичными, мягкими, без внутренних напряжений. Внутренняя (кристаллическая) структура становится однородной, мелкозернистой, состоит из феррита и перлита. Полным отжигом сталь подготавливают к обработке резанием и к последующему закаливанию. Так обрабатывают преимущественно доэвтектоидные стали. Термообработка стали проводится по следующему техпроцессу: изделия (заготовки) нагревают до температур, превышающих на 30-50°С так называемую критическую верхнюю точку (в материаловедении обозначаемую как Ac3), затем медленно охлаждают. Охлаждение до температуры 500-550°С происходит со следующей скоростью: для углеродистых сталей - 150-200°С в час; для легированных – 50-75°С в час.
Неполный отжиг
Эта технология термообработки стали применяется для доэвтектоидных и заэвтектоидных металлов с целью снижения жесткости, снятия внутренних напряжений и получения однородной структуры. Процедуре подвергают поковки и штамповки, обработанные при температурах, не вызывающих значительного роста зерен. Техпроцесс: сталь нагревают при температуре выше нижней критической точки (на графиках обозначается как Ac1) в температурном интервале 740-750°С, выдерживают определенное время при этой температуре, в дальнейшем медленно ее охлаждают.
Изотермический отжиг
Применяют для изделий из легированных сталей при нагреве их на 20-30°С выше Ac3, выдержки и быстрого охлаждения до температуры 630-700°С. Заготовки (изделия) выдерживаются до распада аустенита, затем охлаждаются при плюсовой температуре. После изотермического отжига стали имеют схожие свойства с металлами, подвергнутыми полному отжигу. Термическая обработка металлов по данному техпроцессу имеет важное преимущество – сокращение времени обработки.
Отжиг на зернистый перлит
Широко применяется перед механической обработкой инструментальных эвтектоидных и заэвтектоидных легированных и углеродистых сталей. Материал нагревают на 25-30°С выше КТ и выдерживают заданное время. До температуры 600°С заготовки охлаждают очень медленно (30°С в час) вместе с печью, а после охлаждают естественным образом. В результате карбиды приобретают зернистую (закругленную) форму, а твердость снижается, что благоприятствует процессу резания металла.
Рекристализационный отжиг
Второе название – низкий отжиг. Процесс способствует снятию внутренних напряжений и наклепов в изделиях, изготовленных методом холодной прокатки, холодной штамповки, волочения и калибровки (листов, прутков, трубок, проволоки). При этом материал нагревают до температур рекристаллизации на 50-100°С ниже точки Ac1 (630-680°С), выдерживают, затем охлаждают естественным путем (на воздухе). После рекристализационного отжига формируется однородная структура с небольшой твердостью.
Нормализация
Техпроцесс подразумевает нагрев металлов выше значений Ac3 на 30-50°С, выдерживание в температурном коридоре и последующее охлаждение на воздухе. Термообработка стали методом нормализации идеальна для формирования мелкозернистой структуры, повышения прочности и вязкости, а также для уменьшения жесткости перед резанием и выравнивания структуры перед последующей термообработкой. Структура нормализованной стали становится ферритно-перлитной (низкоуглеродистые стали) и сорбитоподобной при наличии структурно-свободного феррита (среднеуглеродистые и низколегированные стали). Твердость перлита зависит от того, имеет ли он тонкое или грубое строение. При нормализации, когда охлаждение происходит быстрее, перлит имеет более тонкое строение, чем при отжиге, и высшую твердость. Поэтому нормализованная сталь тверже, чем отожженная (150-300 НВ). Нормализация горячекатаных сталей в противовес отжигу повышает сопротивление изделий хрупкому разрушению и обеспечивает высокую производительность при обработке резанием.
Отпуск стали
Применяют, чтобы сгладить внутренние напряжения кристаллической решетки и уменьшить жесткость металлов, а также для повышения ударной вязкости закаленных изделий. Выделяют: высокий; средний; низкий отпуск. Высокий отпуск осуществляют при температуре 500-650°С с плавным охлаждением. При этом сталь приобретает структуру сорбита, что обеспечивает устранение внутренних напряжений. Этому типу отпуска подвергаются конструкционные, углеродистые и легированные стали, из которых изготавливают валы, шестерни и другие. Характеристики сталей имеют большую прочность, пластичность и вязкость при их достаточной твердости. Средний отпуск проводят при температуре 350-450°С, определенное время выдерживают и охлаждают. При таком отпуске мартенсит превращается в троостит, твердость стали уменьшается примерно до 400 НВ, а вязкость значительно повышается. Применяют (после закалки) отпуск для обработки пружин, рессор, штампов и других изделий, работающих при умеренных ударных нагрузках. Низкий отпуск осуществляют в интервале температур 150-250°С, выдерживают и охлаждают. При этом образуется структура отпущенного мартенсита. Поэтому внутренние напряжения в изделии уменьшаются, несколько повышается вязкость, и исчезает калильная хрупкость, а твердость практически не меняется. Применяют для режущих, а также измерительных инструментов, которые должны быть твердыми и не хрупкими, иметь высокую износостойкость, в том числе для цементируемых изделий.
Вывод
Термообработка стали – неотъемлемый этап производства большинства металлических изделий. Благодаря широкому спектру техпроцессов, можно получать материалы с требуемыми характеристиками.
Источник:
syl.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Термообработка стали (ТО) является очень важной заключительной операцией при изготовлении деталей и инструментов.
[~PREVIEW_TEXT] => Термообработка стали (ТО) является очень важной заключительной операцией при изготовлении деталей и инструментов.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 14.01.2020 13:08:48
[~TIMESTAMP_X] => 14.01.2020 13:08:48
[ACTIVE_FROM] => 14.01.2020
[~ACTIVE_FROM] => 14.01.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/105730/
[~DETAIL_PAGE_URL] => /news/115/105730/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => termoobrabotka_stali_vidy_termicheskoy_obrabotki_metallov
[~CODE] => termoobrabotka_stali_vidy_termicheskoy_obrabotki_metallov
[EXTERNAL_ID] => 105730
[~EXTERNAL_ID] => 105730
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 14.01.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Термообработка стали. Виды термической обработки металлов
[SECTION_META_KEYWORDS] => термообработка стали. виды термической обработки металлов
[SECTION_META_DESCRIPTION] => Термообработка стали (ТО) является очень важной заключительной операцией при изготовлении деталей и инструментов.
[SECTION_PAGE_TITLE] => Термообработка стали. Виды термической обработки металлов
[ELEMENT_META_TITLE] => Термообработка стали. Виды термической обработки металлов
[ELEMENT_META_KEYWORDS] => термообработка стали. виды термической обработки металлов
[ELEMENT_META_DESCRIPTION] => Термообработка стали (ТО) является очень важной заключительной операцией при изготовлении деталей и инструментов.
[ELEMENT_PAGE_TITLE] => Термообработка стали. Виды термической обработки металлов
[SECTION_PICTURE_FILE_ALT] => Термообработка стали. Виды термической обработки металлов
[SECTION_PICTURE_FILE_TITLE] => Термообработка стали. Виды термической обработки металлов
[SECTION_DETAIL_PICTURE_FILE_ALT] => Термообработка стали. Виды термической обработки металлов
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Термообработка стали. Виды термической обработки металлов
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Термообработка стали. Виды термической обработки металлов
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Термообработка стали. Виды термической обработки металлов
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Термообработка стали. Виды термической обработки металлов
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Термообработка стали. Виды термической обработки металлов
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => 7892ec079502a4fafaa420df15fe1cad
[~TMP_ID] => 7892ec079502a4fafaa420df15fe1cad
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Термообработка стали. Виды термической обработки металлов
14.01.2020
Термообработка стали (ТО) является очень важной заключительной операцией при изготовлении деталей и инструментов. Она наделяет их нужными механическими свойствами и обеспечивает нормальную работу.
История
Мастера еще задолго до нашего времени применяли самые разнообразные методы закаливания: погружали нагретую металлическую полоску в вино, масло, в простую или подсоленную воду. Упоминается и такой способ: кузнец нагревал булатный кинжал, а потом садился на коня и быстро мчался, охлаждая изделие в воздухе. В первой половине XIX в. виды термической обработки были несовершенными: твердый и хрупкий чугун клали в сосуд со льдом, пересыпали его слоями сахара. После этого нагревали емкость в течение 20 часов, и чугун превращался в мягкое и ковкое железо. Старые методы дополняются новыми, усовершенствованными на основе научных исследований термической обработки. Например, бельгийские специалисты разработали технологию закалки заготовок инструментов в вакууме.
Определение
Термическая обработка металлов – совокупность строго последовательных операций нагрева, выдержки и последующего охлаждения заготовок или готовых изделий по определенным режимам для изменения их структуры и предоставления им необходимых механических, физических, химических и прочих свойств. Основой термообработки являются превращения во внутренней структуре материалов при нагреве и последующем охлаждении.
Виды термической обработки
Определяющими факторами, которые влияют на результаты ТО, являются скорость и температура нагрева, равно как время выдержки в нагретом состоянии и скорость охлаждения. В зависимости от температурных показателей и скорости охлаждения изделий различают следующие этапы термообработки: отжиг; дальнейшая нормализация; закалка и отпуск стали.
Отжиг
Для снижения жесткости и повышения вязкости стали, достижения химической и структурной однородности, снятия внутренних напряжений собственно и проводят отжиг. Процесс состоит из нагрева стальных изделий выше критических точек (за исключением рекристализационного отжига) и соответственно выдержки при температуре нагрева с последующим медленным (преимущественно вместе с печью) охлаждением. В зависимости от назначения, различают следующие режимы термообработки стали: диффузный отжиг; полный и неполный; изотермический; на зернистый перлит; рекристализационный.
Диффузный отжиг
Также его называют гомогенизацией. Применяют для больших стальных отливок с целью уменьшения химической неоднородности (ликвации). На первом этапе нагревают обрабатываемый материал до температур 1050-1150°С. После нагрева выдерживают около 10-15 ч и в последующем медленно охлаждают. Характеристики сталей при этом улучшаются.
Полный отжиг
Технологию применяют для образования мелкозернистой структуры стальных изделий, изготовленных горячей штамповкой, ковкой, литьем. Стали после процедуры полного отжига становятся пластичными, мягкими, без внутренних напряжений. Внутренняя (кристаллическая) структура становится однородной, мелкозернистой, состоит из феррита и перлита. Полным отжигом сталь подготавливают к обработке резанием и к последующему закаливанию. Так обрабатывают преимущественно доэвтектоидные стали. Термообработка стали проводится по следующему техпроцессу: изделия (заготовки) нагревают до температур, превышающих на 30-50°С так называемую критическую верхнюю точку (в материаловедении обозначаемую как Ac3), затем медленно охлаждают. Охлаждение до температуры 500-550°С происходит со следующей скоростью: для углеродистых сталей - 150-200°С в час; для легированных – 50-75°С в час.
Неполный отжиг
Эта технология термообработки стали применяется для доэвтектоидных и заэвтектоидных металлов с целью снижения жесткости, снятия внутренних напряжений и получения однородной структуры. Процедуре подвергают поковки и штамповки, обработанные при температурах, не вызывающих значительного роста зерен. Техпроцесс: сталь нагревают при температуре выше нижней критической точки (на графиках обозначается как Ac1) в температурном интервале 740-750°С, выдерживают определенное время при этой температуре, в дальнейшем медленно ее охлаждают.
Изотермический отжиг
Применяют для изделий из легированных сталей при нагреве их на 20-30°С выше Ac3, выдержки и быстрого охлаждения до температуры 630-700°С. Заготовки (изделия) выдерживаются до распада аустенита, затем охлаждаются при плюсовой температуре. После изотермического отжига стали имеют схожие свойства с металлами, подвергнутыми полному отжигу. Термическая обработка металлов по данному техпроцессу имеет важное преимущество – сокращение времени обработки.
Отжиг на зернистый перлит
Широко применяется перед механической обработкой инструментальных эвтектоидных и заэвтектоидных легированных и углеродистых сталей. Материал нагревают на 25-30°С выше КТ и выдерживают заданное время. До температуры 600°С заготовки охлаждают очень медленно (30°С в час) вместе с печью, а после охлаждают естественным образом. В результате карбиды приобретают зернистую (закругленную) форму, а твердость снижается, что благоприятствует процессу резания металла.
Рекристализационный отжиг
Второе название – низкий отжиг. Процесс способствует снятию внутренних напряжений и наклепов в изделиях, изготовленных методом холодной прокатки, холодной штамповки, волочения и калибровки (листов, прутков, трубок, проволоки). При этом материал нагревают до температур рекристаллизации на 50-100°С ниже точки Ac1 (630-680°С), выдерживают, затем охлаждают естественным путем (на воздухе). После рекристализационного отжига формируется однородная структура с небольшой твердостью.
Нормализация
Техпроцесс подразумевает нагрев металлов выше значений Ac3 на 30-50°С, выдерживание в температурном коридоре и последующее охлаждение на воздухе. Термообработка стали методом нормализации идеальна для формирования мелкозернистой структуры, повышения прочности и вязкости, а также для уменьшения жесткости перед резанием и выравнивания структуры перед последующей термообработкой. Структура нормализованной стали становится ферритно-перлитной (низкоуглеродистые стали) и сорбитоподобной при наличии структурно-свободного феррита (среднеуглеродистые и низколегированные стали). Твердость перлита зависит от того, имеет ли он тонкое или грубое строение. При нормализации, когда охлаждение происходит быстрее, перлит имеет более тонкое строение, чем при отжиге, и высшую твердость. Поэтому нормализованная сталь тверже, чем отожженная (150-300 НВ). Нормализация горячекатаных сталей в противовес отжигу повышает сопротивление изделий хрупкому разрушению и обеспечивает высокую производительность при обработке резанием.
Отпуск стали
Применяют, чтобы сгладить внутренние напряжения кристаллической решетки и уменьшить жесткость металлов, а также для повышения ударной вязкости закаленных изделий. Выделяют: высокий; средний; низкий отпуск. Высокий отпуск осуществляют при температуре 500-650°С с плавным охлаждением. При этом сталь приобретает структуру сорбита, что обеспечивает устранение внутренних напряжений. Этому типу отпуска подвергаются конструкционные, углеродистые и легированные стали, из которых изготавливают валы, шестерни и другие. Характеристики сталей имеют большую прочность, пластичность и вязкость при их достаточной твердости. Средний отпуск проводят при температуре 350-450°С, определенное время выдерживают и охлаждают. При таком отпуске мартенсит превращается в троостит, твердость стали уменьшается примерно до 400 НВ, а вязкость значительно повышается. Применяют (после закалки) отпуск для обработки пружин, рессор, штампов и других изделий, работающих при умеренных ударных нагрузках. Низкий отпуск осуществляют в интервале температур 150-250°С, выдерживают и охлаждают. При этом образуется структура отпущенного мартенсита. Поэтому внутренние напряжения в изделии уменьшаются, несколько повышается вязкость, и исчезает калильная хрупкость, а твердость практически не меняется. Применяют для режущих, а также измерительных инструментов, которые должны быть твердыми и не хрупкими, иметь высокую износостойкость, в том числе для цементируемых изделий.
Вывод
Термообработка стали – неотъемлемый этап производства большинства металлических изделий. Благодаря широкому спектру техпроцессов, можно получать материалы с требуемыми характеристиками.
Источник:
syl.ru
Просмотров: 716

 Распечатать
Распечатать