
Найдите, пресс, у которого есть ACB...Будет, Вам счастье...ВСЕ БУДЕТ РОВНО)))




Если Вы не нашли нужного товара или информации, обращайтесь по номерам телефонов:
или закажите обратный звонок:
| Цены на сырье | ||
|---|---|---|
| Нефть | 20/04 | |
| Алюминий | 20/04 | |
| Никель | 20/04 | |
| Цены на драгметаллы | |||
|---|---|---|---|
| Золото | 19/04 | +0.65% | 7231.12 |
| Серебро | 19/04 | +0.51% | 86.13 |
| Платина | 19/04 | -1.9% | 2873.88 |
| Палладий | 19/04 | +1.34% | 3091.69 |
| Курсы России | Сегодня |
|---|---|
| USD | 93.4409 |
| EUR | 99.5797 |
 Распечатать
Распечатать |
27.03.2019 10:21:58
Найдите, пресс, у которого есть ACB...Будет, Вам счастье...ВСЕ БУДЕТ РОВНО)))
|
|
|
|
|
28.03.2019 08:51:26
Ок все. тут уже техника идет.. У нас гнут и все красиво. Но блин:
1. долго. 2. дорого. |
|
|
|
|
|
|
|
|
|
28.03.2019 08:53:11
Развертка зависит от толщины металла и внутреннего радиуса гиба (закругления на пуансоне или на прижиме, в зависимости от конструкции гибочника).
|
|
|
|
|
|
|
|
|
|
30.03.2019 11:31:35
Такие еще динозавры по находил:

Гнет по упорам, работает на воздушном мешке.. |
|
|
|
|
31.03.2019 19:04:57
|
|||
|
|
|
|
|
|
|
|
01.04.2019 14:21:44
|
|||
|
|
|
01.04.2019 14:23:27
|
|||
|
|
|
|
|
|
|
|
01.04.2019 14:27:54
|
|||
|
|
|
02.04.2019 06:35:02
|
|||
|
|
|
|
|
|
|
|
03.04.2019 06:46:04
Доброго времени суток, делали радиус 6 мм на нержавейке 1 мм вот таким способом. Матрица 22, пуансон самодельный. Развёртка рассчитана в компасе на R6 К 0.4.
Есть видео, можно посмотреть по ссылке  |
|
|
|
|
04.04.2019 19:38:13
Чуток подниму тему.
Нашел и заказал заводские матрицы, на 8 и 12 мм. Подарили одну такую штуку от авто:  
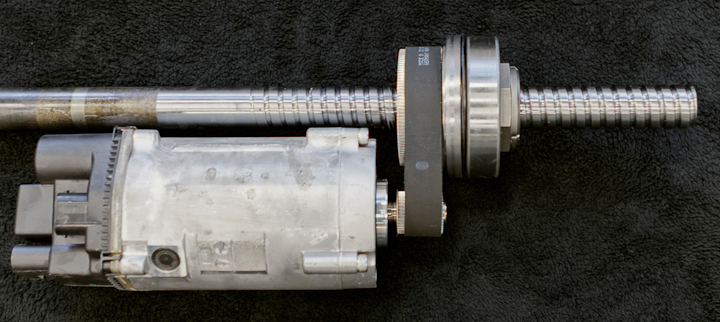
Эур пт бмв, с корпусом и сервой.. Диаметр винта 28 мм, шаг 6 мм, ход 150мм. 
Как я понимаю - SBN2806-5 ? 1,62 тонны динамической нагрузки.С учетом : 
При прямой работе и нагрузке 4 тонны - 64000 оборотов жизни.Два винта - 531 441 оборотов до отказа. С рычагом 1 к 3 - 1740000. Вопрос.. Доступ к плазморезу/абразиву есть. Могу такое вырезать и собрать просто: 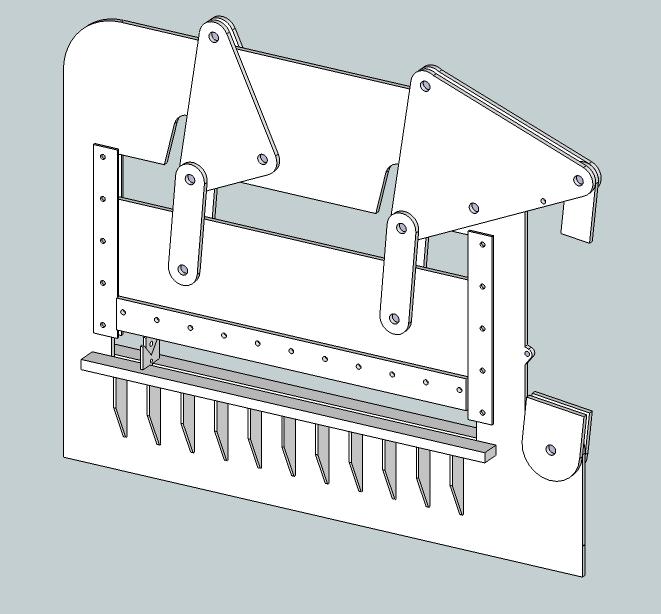 
Или такое из проката: 
Стоит ли? Чем крутить найду. Есть ли другие варианты кинематики с параллельным движением? Могу попробовать найти другую рейку.. |
|
|
|
|
|
|
|
|
|
05.04.2019 06:35:40
С второй рейкой - просто две рейки по краям листа и сразу ними тянуть пуансом.. Будет таки народный прессик по жести с чпу.
|
||||
|
|
||||